پرداخت سطح مقدماتی قطعات پرینت سه بعدی
تعداد بازدید: 3375
تاریخ ایجاد: ۱۳۹۹/۰۴/۱۹
نویسنده: مهدی علیزاده
17 دقیقه
61%
پرینت سه بعدی FDM (فیلامنتی) یکی از به صرفه ترین و سریع ترین روش های موجود برای نمونه سازی قطعات است، البته زمانی که از این تکنولوژی برای پرینت سه بعدی قطعاتتان استفاده می کنید باید توجه داشته باشید که قطعه تولید شده از این روش بر روی سطح خود، خطوطی ناشی از لایه لایه ساخته شدن قطعه دارد، بنابراین پرداخت سطح و پولیش یک امر مهم در تولید قطعات با استفاده از پرینتر های سه بعدی FDM می باشد. همچنین برخی روش های پرداخت سطح می توانند علاوه بر زیبایی، استحکام قطعات را نیز افزایش دهند.
پس در این آموزش سعی داریم به بررسی متداول ترین روش های پرداخت سطح و پولیش قطعات تولید شده با تکنولوژی پرینت سه بعدی FDM بپردازیم.
پس در این آموزش سعی داریم به بررسی متداول ترین روش های پرداخت سطح و پولیش قطعات تولید شده با تکنولوژی پرینت سه بعدی FDM بپردازیم.

مقایسه قطعات تولید شده توسط پرینتر سه بعدی FDM با انجام روش های مختلف پرداخت سطح و پولیش (از چپ به راست) : اتصال سرد - پرکردن شکاف ها - قطعه پرداخت نشده - سنباده شده - پولیش شده - رنگ شده - پوشش اپوکسی داده شده
جدا کردن ساپورت
جدا کردن ساپورت ها اولین قدم پرداخت سطح و پولیش قطعات تولید شده با تکنولوژی پرینت سه بعدی می باشد. ساپورت ها معمولا به دو دسته تقسیم می شوند : سازه های ساپورت معمولی و ساپورت های قابل حل.
حذف ساپورت ها یک مرحله ضروری پس از اتمام پرینت سه بعدی است و به خودی خود باعث افزایش کیفیت سطح قطعه نمی شود، بلکه پس از انجام آن تازه به قطعه نهایی خواهیم رسید.
حذف ساپورت ها یک مرحله ضروری پس از اتمام پرینت سه بعدی است و به خودی خود باعث افزایش کیفیت سطح قطعه نمی شود، بلکه پس از انجام آن تازه به قطعه نهایی خواهیم رسید.
حذف ساپورت های معمولی (استاندارد)
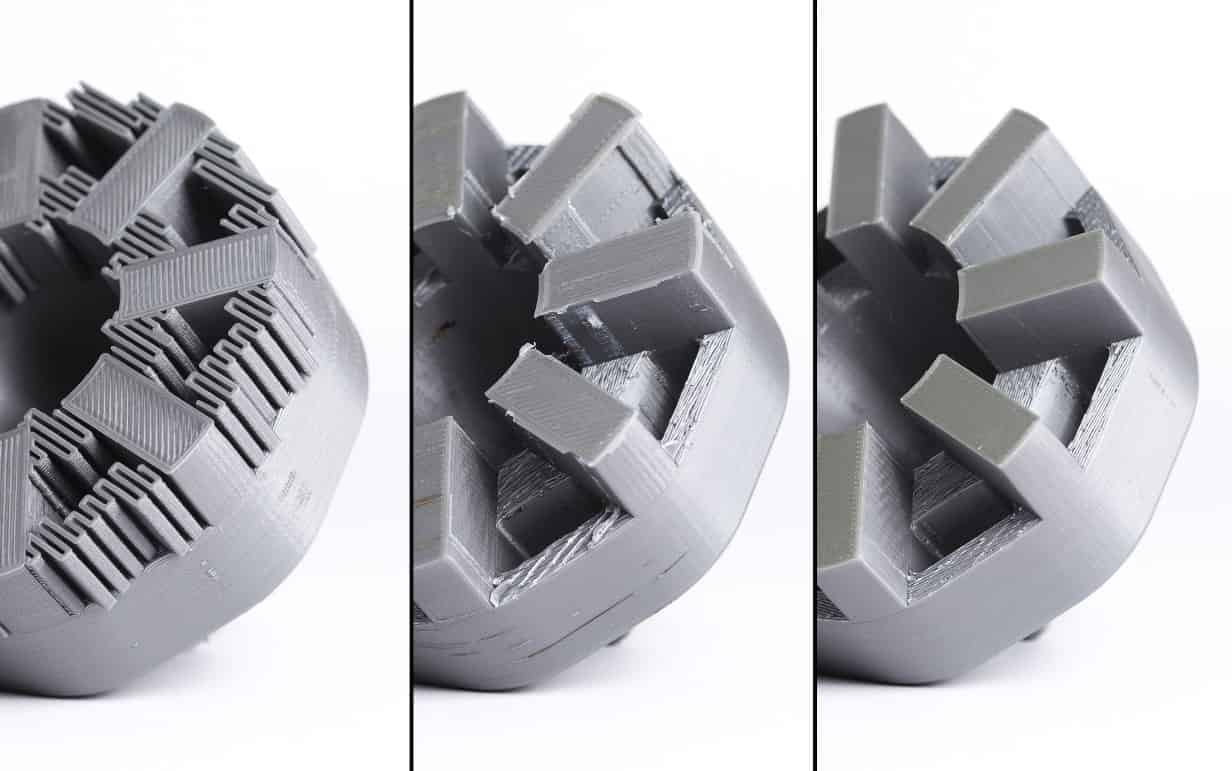
قطعه پرینت سه بعدی شده با ساپورت - قطعه پس از کندن ساپورت ها - قطعه پس از انجام تمیزکاری اولیه
ابزارهای مورد نیاز :
- دم باریک
- ستِ ابزارهای دندانپزشکی
- کاتر قلمی (یا چاقو برای برش اضافات)
فرآیند کاری : معمولا ساپورت ها با فشار کمی از قطعات تولید شده با پرینتر سه بعدی FDM جدا می شوند و برای حذف ساپورت هایی که دسترسی محدودی به آنها داریم، می توانیم با دم باریک و یا ابزارآلات ست های دندانپزشکی این کار را انجام دهیم. همچنین پس از کندن ساپورت ها معمولا اثر محل اتصال آنها بر روی سطح باقی می ماند، برای رفع این اضافات می توانیم از کاترهای قلمی تیز و دقیق استفاده کنیم. (در صورتی که لازم است با این کاترها کار کنید، بسیار مراقب دستان خود باشید زیرا به شدت تیز و خطرناک هستند !! )
همانطور که گفته شد انتخاب جهت قرارگیری مناسب قطعه برای پرینت و همچنین جایگذاری مناسب ساپورت ها می تواند اثر آن ها را بر کیفیت سطح قطعه به میزان قابل توجهی بهبود بخشد.
همانطور که گفته شد انتخاب جهت قرارگیری مناسب قطعه برای پرینت و همچنین جایگذاری مناسب ساپورت ها می تواند اثر آن ها را بر کیفیت سطح قطعه به میزان قابل توجهی بهبود بخشد.
نقاط قوت
- هندسه قطعه را تغییر نمی دهد.
- بسیار سریع است.
نقاط ضعف
- اثر خطوط لایه گذاری های سطح قطعه را نمی توان از بین برد.
- اگر اضافات ساپورت ها بر روی قطعه بمانند کیفیت سطح و دقت قطعه کاهش می یابد.
- هندسه قطعه را تغییر نمی دهد.
- بسیار سریع است.
نقاط ضعف
- اثر خطوط لایه گذاری های سطح قطعه را نمی توان از بین برد.
- اگر اضافات ساپورت ها بر روی قطعه بمانند کیفیت سطح و دقت قطعه کاهش می یابد.
حذف ساپورت های قابل حل

قطعه پرینت شده با ساپورت قابل حل - قطعه در هنگام انحلال ساپورت ها در حلال - قطعه پس از حل شدن کامل ساپورت ها
ابزارهای مورد نیاز :
- حلال
- مخزن نگهداری حلال
- حمام التراسونیک (اختیاری)
فرآیند کاری: ساپورت های انحلال پذیر با قرار دادن قطعه در حلال مناسب حل می شوند و از قطعه اصلی حذف خواهند شد. نکته مهم در استفاده از این نوع ساپورت ها در پشتیبانی پرینتر سه بعدی شما از تولید همزمان حداقل دو ماده است (یعنی پرینتر سه بعدی شما حداقل دو نازل اکسترود داشته باشد).
این ساپورت ها معمولا از جنس های زیر تولید می شوند:
HydroFill: برای انواع فیلامنت ها از قبیل ABS و PLA و.. قابل استفاده است. (حلال در آب)
PVA: معمولا به عنوان ساپورت در پرینت سه بعدی قطعات از جنس PLA استفاده می شود. (حلال در آب)
HIPS: معمولا به عنوان ساپورت در پرینت سه بعدی قطعات از جنس ABS استفاده می شود. (حلال درd-Limonene)
HIPS می تواند در مایعات هیدروکربنی حل شود و بهترین حلال آن هیدروکربنی به نام d-Limonene است.
برای نگهداری از d-Limonene می توانید از شیشه مربا استفاده کنید و برای نگهداری آب هر ظرفی کار را انجام می دهد.
برای قطعات پرینت سه بعدی شده از جنس ABS به عنوان قطعه اصلی و HIPS به عنوان ساپورت، غوطه ور کردن قطعات در محلول یک به یک d-Limonene و الکل ایزوپروپیل سرعت انحلال را افزایش می دهد. سایر ساپورت های قابل انحلال مانند PVA یا Hydrofill معمولا به سادگی در آب حل می شوند.
پیشنهاد حرفه ای: برای افزایش سرعت انحلال این نوع از ساپورت ها می توانید از حمام التراسونیک استفاده کنید، همچنین تعویض حلال پس از اشباع شدن از ساپورت حل شده در آن سرعت کار را افزایش خواهد داد. در شرایطی که حمام التراسونیک در دسترس نباشد، استفاده از حلال گرم (نه داغ) نیز می تواند باعث تسریع در فرآیند شود.
این ساپورت ها معمولا از جنس های زیر تولید می شوند:
HydroFill: برای انواع فیلامنت ها از قبیل ABS و PLA و.. قابل استفاده است. (حلال در آب)
PVA: معمولا به عنوان ساپورت در پرینت سه بعدی قطعات از جنس PLA استفاده می شود. (حلال در آب)
HIPS: معمولا به عنوان ساپورت در پرینت سه بعدی قطعات از جنس ABS استفاده می شود. (حلال درd-Limonene)
HIPS می تواند در مایعات هیدروکربنی حل شود و بهترین حلال آن هیدروکربنی به نام d-Limonene است.
برای نگهداری از d-Limonene می توانید از شیشه مربا استفاده کنید و برای نگهداری آب هر ظرفی کار را انجام می دهد.
برای قطعات پرینت سه بعدی شده از جنس ABS به عنوان قطعه اصلی و HIPS به عنوان ساپورت، غوطه ور کردن قطعات در محلول یک به یک d-Limonene و الکل ایزوپروپیل سرعت انحلال را افزایش می دهد. سایر ساپورت های قابل انحلال مانند PVA یا Hydrofill معمولا به سادگی در آب حل می شوند.
پیشنهاد حرفه ای: برای افزایش سرعت انحلال این نوع از ساپورت ها می توانید از حمام التراسونیک استفاده کنید، همچنین تعویض حلال پس از اشباع شدن از ساپورت حل شده در آن سرعت کار را افزایش خواهد داد. در شرایطی که حمام التراسونیک در دسترس نباشد، استفاده از حلال گرم (نه داغ) نیز می تواند باعث تسریع در فرآیند شود.
نقاط قوت
- امکان ساخت هندسه های پیچیده تری را که پرینت سه بعدی آن ها به روش FDM با ساپورت های استاندارد قابل تولید نیست، به شما می دهد.
- در محل هایی که سازه ساپورت به قطعه اصلی متصل است، پس از حل کیفیت سطح بسیار مناسب تری را به نسبت ساپورت های استاندارد ایجاد می کند.
نقاط ضعف
- انحلال نادرست ساپورت ها می تواند باعث تغییر شکل در قطعه و یا لک شدن بخشی از شود.
- اثر خطوط لایه گذاری های سطح قطعه را نمی توان از بین برد.
- اگر ساپورت در حین پرینت سه بعدی قطعه بر روی بخش اصلی ریزش داشته باشد، پس از شست و شو می تواند روی سطح قطعه نهایی پرز یا سوراخ های ایجاد کند.
- معمولا هزینه فیلامنت های قابل حل به نسبت فیلامنت های اصلی بسیار بالاتر است، در حالی که ساپورت های استاندارد از جنس مواد اصلی چاپ می شوند.
- امکان ساخت هندسه های پیچیده تری را که پرینت سه بعدی آن ها به روش FDM با ساپورت های استاندارد قابل تولید نیست، به شما می دهد.
- در محل هایی که سازه ساپورت به قطعه اصلی متصل است، پس از حل کیفیت سطح بسیار مناسب تری را به نسبت ساپورت های استاندارد ایجاد می کند.
نقاط ضعف
- انحلال نادرست ساپورت ها می تواند باعث تغییر شکل در قطعه و یا لک شدن بخشی از شود.
- اثر خطوط لایه گذاری های سطح قطعه را نمی توان از بین برد.
- اگر ساپورت در حین پرینت سه بعدی قطعه بر روی بخش اصلی ریزش داشته باشد، پس از شست و شو می تواند روی سطح قطعه نهایی پرز یا سوراخ های ایجاد کند.
- معمولا هزینه فیلامنت های قابل حل به نسبت فیلامنت های اصلی بسیار بالاتر است، در حالی که ساپورت های استاندارد از جنس مواد اصلی چاپ می شوند.
سنباده زنی

یک قطعه پرینت سه بعدی شده با پرینتر FDM از جنس ABS به رنگ طوسی که سطح آن سنباده زده شده است.
ابزار مورد نیاز :
- سمباده ( با شماره های ۱۵۰ - ۲۲۰ - ۴۰۰ - ۶۰۰ - ۱۰۰۰ - ۲۰۰۰ )
- پارچه کتانی
- مسواک
- صابون
- ماسک و عینک ایمنی
فرآیند کاری : پس از اینکه ساپورت ها را از قطعه پرینت سه بعدی خود جدا کردید، می توانید قطعه را سنباده بزنید تا سطح آن به خوبی صاف شود و خطوط و اضافات قطعه از جمله محل اتصال ساپورت ها را از آن حذف نمایید. انتخاب شماره سمباده بستگی به ضخامت لایه در هنگام پرینت سه بعدی قطعه و همچنین کیفیت پرینت دارد. اگر قطعه با ضخامت لایه ۲۰۰ میکرون و کمتر پرینت سه بعدی شده برای شروع می توانید از سنباده با شماره ۱۵۰ استفاده کنید. اگر از ضخامت لایه ۳۰۰ میکرون برای تولید قطعه استفاده شده و یا سطح آن زبر است، پیشنهاد می شود کارتان را با سنباده شماره ۱۰۰ شروع کنید.

سمباده زنی مرحله 1
برای مرحله دوم می توانید به سراغ سنباده های با شماره های بالاتر بروید، مثلا سنباده ۱۸۰ یا ۲۲۰ و سپس به ترتیب ۶۰۰ ، ۱۰۰۰ و در نهایت ۲۰۰۰ (فرآیند سنباده زدن باید تا شماره ۲۰۰۰ ادامه یابد). توصیه می شود که قطعه را در طی مراحل سنباده زنی کمی نمناک نگه دارید تا از خراب شدن آن به دلیل گرمای ناشی از اصطکاک جلوگیری شود و همچنین سنباده نیز تمیز بماند.

سمباده زنی مرحله 2
قطعات پرینت سه بعدی شده باید با آب، صابون و مسواک پس از هر مرحله تمیز شوند و برای جلوگیری از جمع شدن غبار، با یک پارچه کتانی روی آن ها کشیده شود. سطح قطعات ساخته شده با پرینتر سه بعدی FDM می توانند تا سنباده ۵۰۰۰ برای رسیدن به سطح صاف و صیقلی سنباده زده شوند.
پیشنهاد حرفه ای: همیشه به صورت یکنواخت و با حرکات دایره ای قطعه را سنباده بزنید. ممکن از به نظر برسد سنباده زدن عمود بر جهت لایه ها یا موازی آن ها سریع تر باشد ولی این منجر به بوجود آمدن تنش در قطعه می شود. اگر در بخشی از قطعه تغییر رنگ بوجود آمد و یا تعداد زیادی خط ریز روی سطح آن افتاد، می توانید با سشوار یا Heat gun قطعه را کمی گرم کنید تا برخی از عیوب سطحی برطرف شوند.
پیشنهاد حرفه ای: همیشه به صورت یکنواخت و با حرکات دایره ای قطعه را سنباده بزنید. ممکن از به نظر برسد سنباده زدن عمود بر جهت لایه ها یا موازی آن ها سریع تر باشد ولی این منجر به بوجود آمدن تنش در قطعه می شود. اگر در بخشی از قطعه تغییر رنگ بوجود آمد و یا تعداد زیادی خط ریز روی سطح آن افتاد، می توانید با سشوار یا Heat gun قطعه را کمی گرم کنید تا برخی از عیوب سطحی برطرف شوند.
نقاط قوت
- سطوح بسیار صافی را ایجاد می کند.
- انجام سایر فرآیندهای پرداخت سطح پرینت سه بعدی نیز (از جمله پولیش، صیقلی کردن، رنگ کردن و پوشش اپوکسی بر روی قطعه) پس از این مرحله بسیار ساده تر و با کیفیت تر خواهند شد.
نقاط ضعف
- برای قطعاتی که با سه لایه یا کمتر پرینت شده اند توصیه نمی شود. (ممکن است قطعه صدمه ببیند)
- برای سطوح پیچیده و یا دارای جزئیات زیاد قابل استفاده نمی باشد.
- اگر فرآیند سنباده زنی منجر به برداشته شدن مقدار زیادی ماده از روی سطح جسم شود، می تواند تلرانس و دقت ابعادی پرینت سه بعدی قطعه را کاهش دهد.
- سطوح بسیار صافی را ایجاد می کند.
- انجام سایر فرآیندهای پرداخت سطح پرینت سه بعدی نیز (از جمله پولیش، صیقلی کردن، رنگ کردن و پوشش اپوکسی بر روی قطعه) پس از این مرحله بسیار ساده تر و با کیفیت تر خواهند شد.
نقاط ضعف
- برای قطعاتی که با سه لایه یا کمتر پرینت شده اند توصیه نمی شود. (ممکن است قطعه صدمه ببیند)
- برای سطوح پیچیده و یا دارای جزئیات زیاد قابل استفاده نمی باشد.
- اگر فرآیند سنباده زنی منجر به برداشته شدن مقدار زیادی ماده از روی سطح جسم شود، می تواند تلرانس و دقت ابعادی پرینت سه بعدی قطعه را کاهش دهد.
جوش سرد
ابزار مورد نیاز :
- استون ( برای ABS ) و کلروفرم ( برای PLA )
- گوش پاک کن
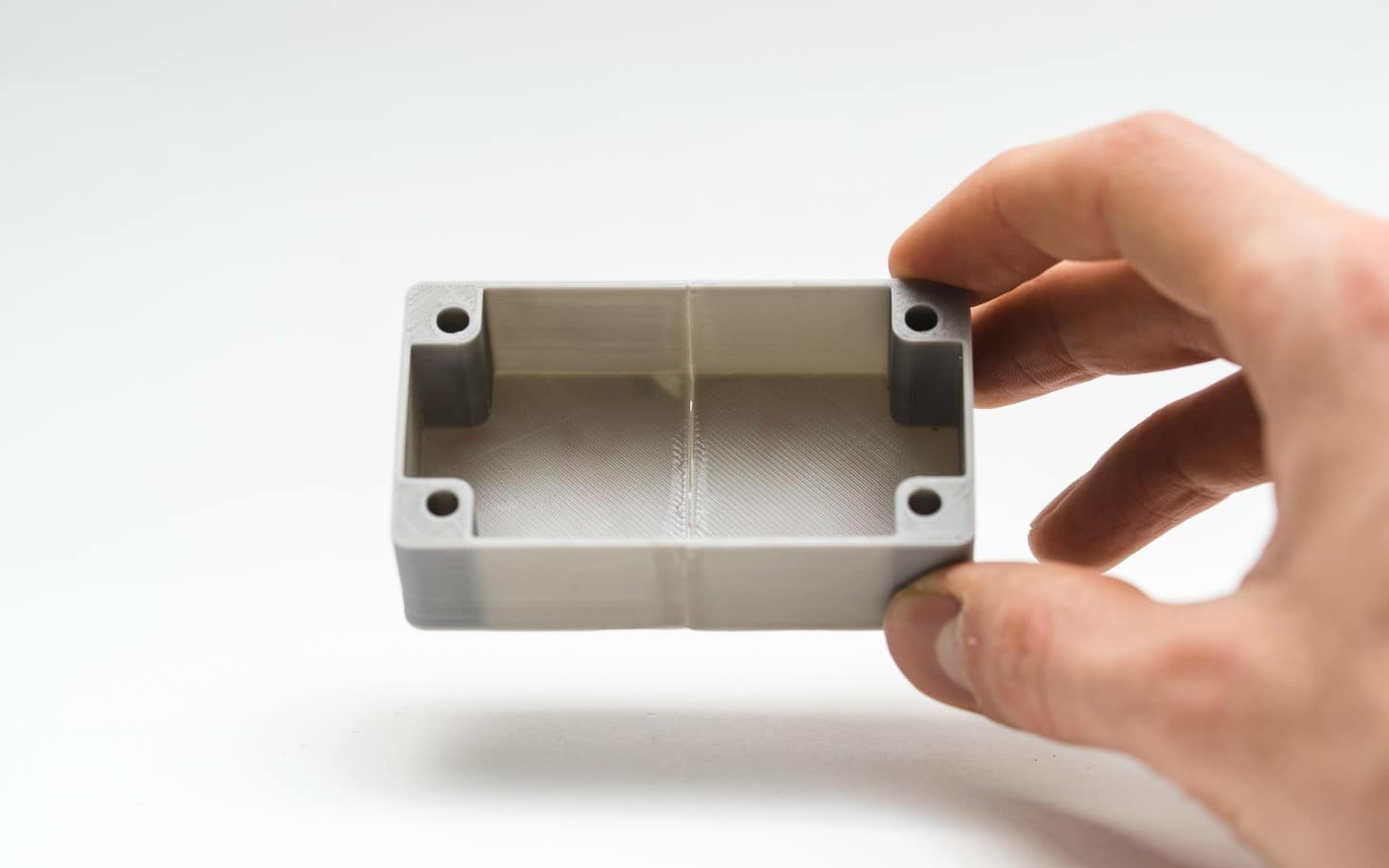
دو نیمه پرینت سه بعدی شده طوسی رنگ از جنس ABS که به وسیله جوش سرد به یکدیگر متصل شدهاند
فرآیند کاری : هنگامی که نیاز دارید قطعه ای بسازید که ابعاد آن بزرگتر از صفحه ساخت و اندازه های دستگاه پرینتر سه بعدی شما است، می توانید آن را در تکه های مجزا پرینت سه بعدی کرده و سپس به هم بچسبانید. (و یا در برخی مواقع جهت کاهش میزان استفاده از ساپورت برای ساخت قطعات پرینت سه بعدی و داشتن دقت و کیفیت نهایی بهتر، ترجیح می دهیم مدل سه بعدی را چند تکه کرده و به صورت جدا پرینت کنیم)
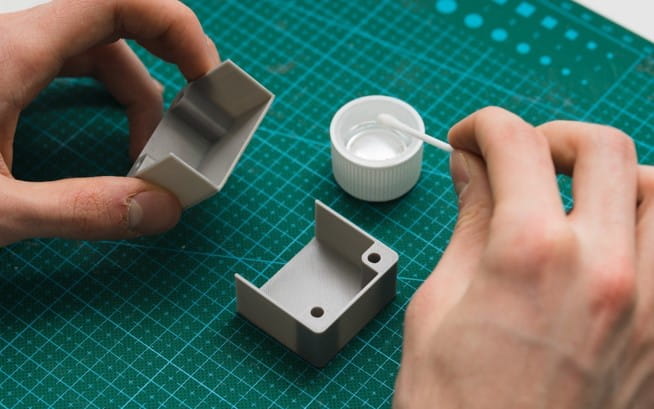
برای متصل کردن این قطعات می توانید از چسب استفاده کنید و یا با استفاده از حلال فیلامنت مورد نظر قطعات را به هم بچسبانید. در حالت جوش دادن قطعات با حلال، ابتدا باید صفحات متصل شونده به یکدیگر را به خوبی تمیز کنید، سپس با استفاده از گوش پاک کن قسمت های مورد نظر را به حلال آغشته کرده و دو قسمت را محکم به یکدیگر بفشارید، تا زمانی که اکثر حجم حلال تبخیر گردد و متصل اتصال خشک شود. در این زمان دو قطعه به صورت شیمیایی به یکدیگر متصل شده اند.
برای متصل کردن این قطعات می توانید از چسب استفاده کنید و یا با استفاده از حلال فیلامنت مورد نظر قطعات را به هم بچسبانید. در حالت جوش دادن قطعات با حلال، ابتدا باید صفحات متصل شونده به یکدیگر را به خوبی تمیز کنید، سپس با استفاده از گوش پاک کن قسمت های مورد نظر را به حلال آغشته کرده و دو قسمت را محکم به یکدیگر بفشارید، تا زمانی که اکثر حجم حلال تبخیر گردد و متصل اتصال خشک شود. در این زمان دو قطعه به صورت شیمیایی به یکدیگر متصل شده اند.
جوش سرد
پیشنهاد حرفه ای: هرچه سطح مقطع بیشتری از قطعه برای اتصال به یکدیگر وجود داشته باشد و به چسب آغشته شود، اتصال مستحکم تری را در قطعه پرینت سه بعدی شده ایجاد می کند. برای این کار می توانید از محل های اتصال قفل شونده و چفت شدنی استفاده نمایید.
نقاط قوت
- استفاده از استون، رنگ سطوح پرینت سه بعدی شده را به نسبت چسب ها بسیار کمتر تغییر می دهد.
- زمانی که محل اتصال خشک می شود، تمام محل اتصال خواص فیلامنت مصرفی قطعه پرینت سه بعدی را خواهد داشت و در نتیجه در مقایسه با چسب زدن، به قطعه یک دست تری خواهیم رسید که ادامه فرآیند پرداخت سطح و پولیش را نیز ساده تر می کند.
نقاط ضعف
- استحکام محل اتصال قطعات از قطعه ای که به صورت یک تکیه از پرینتر سه بعدی خارج شود کمتر است.
- استفاده بیش از حد، از حلال می تواند محل اتصال قطعه را در خود حل کند، که منجر به افت شدید دقت ابعادی و کیفیت قطعات پرینت سه بعدی شده می گردد. (این نکته را به خصوص در قطعه هایی که لبه یا محل اتصال باریک دارند، حتما مورد توجه قرار دهید)
- استفاده از استون، رنگ سطوح پرینت سه بعدی شده را به نسبت چسب ها بسیار کمتر تغییر می دهد.
- زمانی که محل اتصال خشک می شود، تمام محل اتصال خواص فیلامنت مصرفی قطعه پرینت سه بعدی را خواهد داشت و در نتیجه در مقایسه با چسب زدن، به قطعه یک دست تری خواهیم رسید که ادامه فرآیند پرداخت سطح و پولیش را نیز ساده تر می کند.
نقاط ضعف
- استحکام محل اتصال قطعات از قطعه ای که به صورت یک تکیه از پرینتر سه بعدی خارج شود کمتر است.
- استفاده بیش از حد، از حلال می تواند محل اتصال قطعه را در خود حل کند، که منجر به افت شدید دقت ابعادی و کیفیت قطعات پرینت سه بعدی شده می گردد. (این نکته را به خصوص در قطعه هایی که لبه یا محل اتصال باریک دارند، حتما مورد توجه قرار دهید)
پر کردن شکافهای ایجاد شده بر روی قطعه

یک قطعه پرینت سه بعدی مشکی رنگ از جنس ABS که پس از پوشش فیلر بر روی سطح آن، قطعه سمباده زده شده است
ابزارهای مورد نیاز :
- رزین اپوکسی (فقط برای سوراخ های کوچک)
- فیلر یا بتونه خودرو (برای سوراخ های بزرگ و یا محل های اتصال قطعات پرینت شده)
- فیلامنت ABS و حلال استون ( یا فیلامنت PLA و حلال کلروفرم )
فرآیند کاری: گاهی پس از مرحله سنباده زنی و یا حل شدن ساپورت های قابل انحلال، در قطعات تولید شده با پرینتر سه بعدی شیارها و یا سوراخ هایی بر روی قطعه بوجود می آیند، همچنین گاهی در حین پرینت سه بعدی به دلیل وجود اختلاف دما یا تراز نبودن مناسب صفحه ساخت دستگاه در برخی لایه های قطعه شکاف هایی ایجاد می شود.
شیارها و سوراخ های کوچک می توانند به سادگی توسط اپوکسی (مانند Smooth-On XTC-3D) به خوبی پر شوند. همچنین برای پر کردن سوراخ های بزرگ یا شیارهای ناشی از اتصال قطعاتی که جدا جدا پرینت و سپس به یکدیگر متصل شده اند نیز می توان از فیلر یا بتونه استفاده نمود. البته پس از بتونه کاری نیاز است قطعه مجددا سنباده کاری و پولیش شود.
فیلر استحکام بالایی به قطعه می دهد و همچنین بسیار سنبادهپذیر است و به راحتی نیز رنگ آمیزی می شود.
همچنین برای قطعاتی که لازم است از اتصال چند تکه به یکدیگر تولید شوند در صورتی که محل های اتصالشان با فیلر نیز پر شود، پس از خشک شدن معمولا استحکام بالاتری نسبت به حالتی که همان قطعه به صورت یک تکه پرینت سه بعدی شود، خواهند داشت.
برای پر کردن شیارها و سوراخ های بوجود آمده در قطعات ABS می توانید از ترکیب ۱ به ۲ ABS و استون (یا برای قطعات PLA به نسبت ۱ به ۲ PLA و کلروفرم) استفاده کنید. اگر این ترکیب را به خوبی بر روی سطح محل مورد نظر آغشته کنید، علاوه بر افزایش استحکام، کیفیت سطح قطعه نیز تا حد مطلوبی بهبود می یابد.
شیارها و سوراخ های کوچک می توانند به سادگی توسط اپوکسی (مانند Smooth-On XTC-3D) به خوبی پر شوند. همچنین برای پر کردن سوراخ های بزرگ یا شیارهای ناشی از اتصال قطعاتی که جدا جدا پرینت و سپس به یکدیگر متصل شده اند نیز می توان از فیلر یا بتونه استفاده نمود. البته پس از بتونه کاری نیاز است قطعه مجددا سنباده کاری و پولیش شود.
فیلر استحکام بالایی به قطعه می دهد و همچنین بسیار سنبادهپذیر است و به راحتی نیز رنگ آمیزی می شود.
همچنین برای قطعاتی که لازم است از اتصال چند تکه به یکدیگر تولید شوند در صورتی که محل های اتصالشان با فیلر نیز پر شود، پس از خشک شدن معمولا استحکام بالاتری نسبت به حالتی که همان قطعه به صورت یک تکه پرینت سه بعدی شود، خواهند داشت.
برای پر کردن شیارها و سوراخ های بوجود آمده در قطعات ABS می توانید از ترکیب ۱ به ۲ ABS و استون (یا برای قطعات PLA به نسبت ۱ به ۲ PLA و کلروفرم) استفاده کنید. اگر این ترکیب را به خوبی بر روی سطح محل مورد نظر آغشته کنید، علاوه بر افزایش استحکام، کیفیت سطح قطعه نیز تا حد مطلوبی بهبود می یابد.

پر کردن شکافهای ایجاد شده بر روی قطعه
پیشنهاد حرفه ای: در صورتی که بر روی سطح قطعه پس از پرینت سه بعدی، شیار و یا سوراخ هایی وجود دارد، توصیه می شود ابتدا با استفاده از اپوکسی (epoxy) یا فیلر و بتونه قسمت های نامطلوب سطح را پوشش دهید و سپس قطعه را سنباده بزنید. در این صورت زمان رسیدن به یک سطح صاف و صیقلی را بسیار کاهش داده اید.

یک قطعه پرینت سه بعدی شده که پس از ایجاد پوشش بتونه و فیلر بر روی سطح آن در حال سنباده زنی است
نقاط قوت
- اپوکسی ها و بتونه ها به خوبی سنباده پذیرند و به سادگی رنگ می شوند و می توان با استفاده از آن ها سطوح فوق العاده با کیفیتی برای قطعات پرینت سه بعدی شده ایجاد کرد.
- هنگامی که از ترکیب ABS یا PLA در حلالشان برای پوشش قطعات استفاده می کنید، در صورتی که از فیلامنت همرنگ با قطعه برای پر کرده شیارها استفاده شود، پس از اتمام کار نیازی به رنگ آمیزی دوباره قطعه نخواهید داشت.
نقاط ضعف
- اپوکسیها و بتونهها پس از خشک شدن نیاز به رنگ شدن دارند تا تغییر رنگشان حس نشود.
- نیازمند سنباده کاری بیشتر میباشد تا به یک سطح یک دست بر روی قطعه برسید.
- بر روی کیفیت تولید قطعه میتواند اثر منفی زیادی داشته باشد مخصوصا اگر در هنگام سنباده کاری مقدار زیادی ماده برداشته شود.
- اپوکسی ها و بتونه ها به خوبی سنباده پذیرند و به سادگی رنگ می شوند و می توان با استفاده از آن ها سطوح فوق العاده با کیفیتی برای قطعات پرینت سه بعدی شده ایجاد کرد.
- هنگامی که از ترکیب ABS یا PLA در حلالشان برای پوشش قطعات استفاده می کنید، در صورتی که از فیلامنت همرنگ با قطعه برای پر کرده شیارها استفاده شود، پس از اتمام کار نیازی به رنگ آمیزی دوباره قطعه نخواهید داشت.
نقاط ضعف
- اپوکسیها و بتونهها پس از خشک شدن نیاز به رنگ شدن دارند تا تغییر رنگشان حس نشود.
- نیازمند سنباده کاری بیشتر میباشد تا به یک سطح یک دست بر روی قطعه برسید.
- بر روی کیفیت تولید قطعه میتواند اثر منفی زیادی داشته باشد مخصوصا اگر در هنگام سنباده کاری مقدار زیادی ماده برداشته شود.
لینک های مفید
لینک داخلی:
پرداخت سطح پیشرفته قطعات پرینت سه بعدی
لینک داخلی:
پرداخت سطح حرفه ای قطعات پرینت سه بعدی