نایلون یا پلیآمید (PA)، یکی از قدرتمندترین و پرکاربردترین متریالها در صنعت پرینت سهبعدی است. برخلاف PLA که برای نمونهسازیهای ساده استفاده میشود، نایلون مادهای مهندسی با مقاومت کششی بالا، انعطافپذیری کنترلشده و مقاومت سایشی فوقالعاده است. اما چاپ آن بدون دانش فنی کافی میتواند بسیار چالشبرانگیز باشد.
چرا نایلون (PA) انتخاب اول مهندسان است؟
نایلون به دلیل پیوند مولکولی قوی، قطعاتی با لایههای بسیار مستحکم تولید میکند. این متریال در برابر خستگی (Fatigue) بسیار مقاوم است، به این معنی که تحت فشارهای مکرر به راحتی نمیشکند.
- مقاومت در برابر سایش: ایدهآل برای قطعات متحرک.
- مقاومت حرارتی: پایداری در دماهای بالاتر از متریالهای معمول.
- انعطافپذیری: توانایی تغییر شکل بدون شکستن قطعه.
چالش اصلی نایلون؛ رطوبت دشمن شماره یک
نایلون به شدت “هایگروسکوپیک” (جذبکننده رطوبت) است. حتی پس از چند ساعت قرار گرفتن در معرض هوای اتاق، نایلون میتواند رطوبت محیط را جذب کند.
- علائم رطوبت: صدای “تِقتِق” در نازل، وجود حباب در لایههای چاپ شده و سطوح ناهموار.
- راهکار: حتماً قبل از پرینت، فیلامنت را در دمای ۶۰ تا ۸۰ درجه سانتیگراد به مدت حداقل ۸ ساعت خشک کنید. استفاده از خشککنهای فعال (Filament Dryer) در حین چاپ برای نایلون ضروری است.
الزامات سختافزاری برای چاپ موفق
برای چاپ نایلون نمیتوان از هر پرینتری استفاده کرد:
- Enclosure (محفظه بسته): نایلون به شدت مستعد تابخوردگی (Warping) است. داشتن محفظه بسته برای ثابت نگه داشتن دمای محیط ضروری است.
- دمای نازل: نایلون معمولاً به دمای ۲۴۰ تا ۲۷۰ درجه سانتیگراد نیاز دارد. پس حتماً از نازل تمام فلزی (All-Metal Hotend) استفاده کنید.
- سطح چاپ: نایلون به سختی به صفحات معمولی میچسبد. استفاده از لایه نازک “چسب ماتیکی” یا صفحات مخصوص نایلون (مثل ورقههای Garolite یا PEI) توصیه میشود.
تنظیمات طلایی اسلایسر برای چاپ نایلون (جدول راهنما)
مقدار پیشنهادی
پارامتر تنظیمات
240 - 270 درجه سانتیگراد
دمای نازل
80 - 100 درجه سانتیگراد
دمای بد (Bed)
30 - 50 میلیمتر بر ثانیه
سرعت چاپ
0% (خاموش) یا 10% برای پلها
خنککننده (Cooling)
بیشتر از حد معمول (برای چسبندگی بهتر)
ضخامت لایه اول
3 - 5 میلیمتر (در اکسترودر Direct)
Retraction
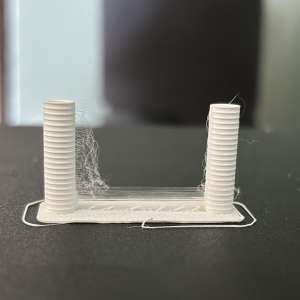
استراتژیهای پیشگیری از تابخوردگی (Warping)
تابخوردگی نایلون به دلیل انقباض هنگام سرد شدن است. برای رفع آن:
- Brim: حتماً از حاشیه (Brim) حداقل ۱۰ میلیمتری برای چسبندگی بیشتر لبهها استفاده کنید.
- گرم کردن بدنه: دمای محفظه را تا حد امکان (حداقل ۴۰ درجه) گرم نگه دارید.
- طراحی: گوشههای قطعه را به صورت گرد (Fillet) طراحی کنید تا تمرکز تنش کاهش یابد.
سوالات متداول (FAQ)
آیا نایلون برای چاپ قطعات با جزئیات زیاد مناسب است؟
1
آیا نیاز به نازل ضد سایش (Hardened Steel) دارم؟
1
بهترین راه برای چسباندن نایلون به صفحه چاپ چیست؟
1
آیا نایلون در برابر اشعه UV مقاوم است؟
1