در دنیای پرینت سهبعدی، انتخاب متریال مناسب نیمی از راه موفقیت است. شاید برای شما هم پیش آمده باشد که بین دو راهیِ انتخاب “سهولتِ چاپِ PLA” و “دوامِ بالایِ ABS” گیر کرده باشید. اینجا دقیقاً نقطهای است که فیلامنت PETG به عنوان یک قهرمان ظاهر میشود. اما واقعاً فیلامنت PETG چیست؟ در این مقاله، عمیقاً به ماهیت، رفتار و استراتژیهای چاپ این ماده میپردازیم.
چرا PETG دنیای پرینت سهبعدی را متحول کرد؟
عبارت PETG مخفف Polyethylene Terephthalate Glycol-modified است. پایه این ماده همان پلاستیکی است که در بطریهای آب معدنی (PET) استفاده میشود، اما با یک تفاوت حیاتی: اضافه شدن “گلیکول”. این افزودنی باعث میشود که پلیمر از حالت کریستالی و شکننده خارج شده و به مادهای منعطف، بادوام و با قابلیت چاپ عالی تبدیل شود.
ویژگیهای فیزیکی و شیمیایی
PETG یک پلیاستر آمورف است. به این معنی که برخلاف ABS، تمایل زیادی به تابخوردگی (Warping) در حین چاپ ندارد. نقطه ذوب این ماده معمولاً بین ۲۳۰ تا ۲۵۰ درجه سانتیگراد است که آن را در دسته متریالهای با مقاومت دمایی متوسط به بالا قرار میدهد.
مزایای بینظیر استفاده از PETG
استفاده از PETG در صنعت و نمونهسازیهای مهندسی به دلایل متعددی رواج یافته است:
- مقاومت در برابر ضربه و فشار: برخلاف PLA که در صورت اعمال فشار میشکند، قطعات PETG کمی خم میشوند و انرژی ضربه را جذب میکنند.
- چسبندگی لایه به لایه عالی: یکی از بزرگترین نقاط قوت این فیلامنت، پیوند بسیار قوی بین لایههاست که باعث میشود قطعه نهایی در جهت عمودی (Z) بسیار مستحکم باشد.
- شفافیت: PETG طبیعی شفافیت بالایی دارد و میتواند برای چاپ قطعاتی که نیاز به عبور نور دارند (مثل چراغها) استفاده شود.
- پایداری شیمیایی: در برابر اسیدها، بازها و آب مقاوم است.
معایب و چالشهایی که باید بشناسید
هیچ متریالی بینقص نیست. برای تسلط بر PETG باید با چالشهای آن آشنا باشید:
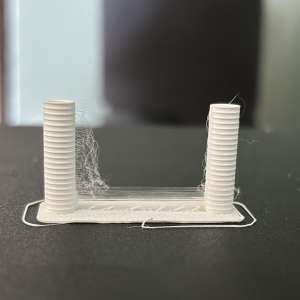
- Stringing (تارهای عنکبوتی): به دلیل خاصیت چسبندگی بالا، PETG تمایل زیادی دارد که در حین جابجایی نازل، رشتههای باریکی از خود به جای بگذارد.
- جذب رطوبت (Hygroscopic): این فیلامنت به شدت رطوبت محیط را جذب میکند. فیلامنت مرطوب باعث ایجاد حبابهای ریز روی سطح قطعه و صدای “تیکتیک” از داخل نازل میشود.
- چسبندگی بیش از حد به صفحه: در برخی موارد، چسبندگی PETG به سطح چاپ (مخصوصاً صفحات شیشهای) به قدری زیاد است که ممکن است هنگام جدا کردن، تکهای از شیشه جدا شود.

برای اینکه چاپهای شما مشابه قطعات تزریقی به نظر برسد، تنظیمات زیر را به عنوان نقطه شروع (Baseline) در نظر بگیرید:
جدول تنظیمات بهینه برای چاپ حرفهای
مقدار پیشنهادی
پارامتر تنظیمات
230 - 250 درجه سانتیگراد
دمای نازل
70 - 85 درجه سانتیگراد
دمای بد (Build Plate)
40 - 60 میلیمتر بر ثانیه
سرعت چاپ
4 - 6 میلیمتر در ثانیه
سرعت Retraction
20% - 50%
خنککننده (Cooling Fan)
0.16 - 0.24 میلیمتر
ارتفاع لایه (Layer Height)
نکات طلایی برای رفع مشکلات رایج در چاپ PETG
نکته: در لایههای اول، سرعت را به ۲۰ میلیمتر بر ثانیه کاهش دهید تا چسبندگی اولیه تضمین شود.
- مدیریت رطوبت (بسیار مهم!)
- قبل از شروع، مطمئن شوید که فیلامنت شما خشک است. اگر فیلامنت تازه از کیسه خارج شده ولی در محیط مرطوب نگهداری شده، حتماً آن را در دستگاه خشککن (Filament Dryer) به مدت ۴ تا ۶ ساعت در دمای ۵۰ درجه سانتیگراد قرار دهید.
- کالیبراسیون Z-Offset
- برخلاف PLA که نیاز دارد نازل خیلی نزدیک به صفحه باشد، در PETG بهتر است فاصله نازل تا صفحه کمی بیشتر باشد. PETG دوست دارد روی صفحه “ریخته” شود تا اینکه “فشرده” شود. فشردهسازی بیش از حد باعث میشود فیلامنت به نازل بچسبد و چاپ شما را خراب کند.
کاربردهای صنعتی و خانگی PETG
به دلیل ویژگیهای متعادل، PETG در موارد زیر بیرقیب است:
- قطعات مکانیکی: چرخدندهها و قطعاتی که تحت تنش هستند.
- ظروف نگهداری: به دلیل مقاومت شیمیایی بالا.
- قطعات فضای باز: مقاومت در برابر نور UV باعث میشود برای گلدانها یا قطعات بیرونی ایدهآل باشد.


سوالات متداول (FAQ)
آیا میتوانم PETG را با نازل برنجی معمولی پرینت کنم؟
1
چرا بعد از اتمام چاپ، قطعه من به صفحه چاپ چسبیده و جدا نمیشود؟
1
آیا PETG برای چاپ مواد غذایی مناسب است؟
1
تفاوت اصلی PETG با PLA چیست؟
1
آیا برای چاپ PETG نیاز به محفظه (Enclosure) دارم؟
1