در دنیای پرینت سهبعدی، رسیدن به یک چاپ "قابل قبول" آسان است، اما دست یافتن به یک چاپ "کامل" نیازمند مهارت عمیق در کالیبراسیون پیشرفته است. نرمافزارهای اسلایسر (مانند Cura و PrusaSlicer) پارامترهای پایهای را ارائه میدهند، اما برای استفاده حداکثری از توان سختافزار (بهویژه در پرینترهای FDM پرسرعت)، باید مفاهیمی فراتر از Layer Height و Infill Density را درک و تنظیم کرد.
این مقاله به طور تخصصی بر سه ستون اصلی کیفیت و سرعت تمرکز دارد: نرخ جریان حجمی (Volumetric Flow Rate)، کنترل حرکت (Acceleration & Jerk) و بهینهسازی پسکشی (Retraction). تسلط بر این پارامترها به شما امکان میدهد تا قطعاتی با استحکام بیشتر، دقت ابعادی بالاتر و بدون عیوب رایج، در کمترین زمان ممکن تولید کنید.
کالیبراسیون نرخ جریان حجمی (Volumetric Flow Rate)
نرخ جریان حجمی (mm^3/s)، که اغلب به اختصار Flow Rate نامیده میشود، میزان حداکثر حجمی از فیلامنت است که هاتاند پرینتر شما میتواند در یک ثانیه ذوب و خارج کند. این پارامتر، نه یک تنظیم نرمافزاری صرف، بلکه یک محدودیت فیزیکی است که باید در اسلایسر تعریف شود تا از کمبود اکستروژن (Under-Extrusion) در سرعتهای بالا جلوگیری شود.
تعیین محدودیت فیزیکی هاتاند
هر هاتاند (مثلاً V6 یا Hotend Volcano) دارای یک "منطقه ذوب" با اندازه مشخصی است. اگر تلاش کنید مواد را سریعتر از آنچه این منطقه میتواند ذوب کند، اکسترود کنید، با کاهش ناگهانی و جدی کیفیت مواجه خواهید شد.
متد تست Flow Rate (جریان حجمی):
گام
فرآیند کالیبراسیون
هدف
آمادهسازی
یک مدل مکعبی توخالی (بدون Infill) با تنها یک مسیر دیواره (Single Wall) اسلایس کنید. سرعت پرینت را پایین (30mm^3/s)تنظیم کنید.
ایجاد یک پایه مطمئن برای شروع آزمایش.
تست صعودی
با دمای معمول پرینت (مثلاً درجه سلسیوس210 برای PLA) شروع کنید و هر ۵ دقیقه، سرعت پرینت را 10 mm/sافزایش دهید.
پیدا کردن نقطه دقیق شکست که در آن هاتاند از عهده ذوب مواد برنمیآید.
تشخیص شکست
زمانی که پرینتر شروع به تولید صدای "تیک تیک" از اکسترودر (Skips) کرد یا خطوط اکستروژن ناگهان نازک و متخلخل شدند.
این نقطه Max Flow Rate شما در آن دما است.
۴. محاسبه و تنظیم
Max Flow Rate = (سرعت پرینت هنگام شکست) *(ارتفاع لایه) * (عرض خط)
مقدار نهایی را در تنظیمات Printer Settings اسلایسر خود وارد کنید تا نرمافزار به طور خودکار در پرینتهای پرسرعت، محدودیت را اعمال کند.
تأثیر قطر نازل
قطر نازل مستقیماً بر سرعت مجاز پرینت تأثیر میگذارد. یک نازل بزرگتر (0.8mm) در مقایسه با یک نازل کوچک (0.4mm) نیاز به خروج حجم بیشتری از مواد در طول مسیر دارد.
نکته کلیدی: اگر Flow Rate ماکزیمم شما 15mm^3/s است، با نازل 0.8mm باید سرعت را بسیار پایینتر از حالتی نگه دارید که از نازل 0.4mm استفاده میکنید تا از این محدودیت حجمی تجاوز نکنید.
کنترل حرکت|بهینهسازی شتاب و سرعت ناگهانی (Acceleration & Jerk)
وقتی پرینتر شما با سرعتهای بالا در حال حرکت است، توقفها و تغییر جهتهای ناگهانی باعث ایجاد ارتعاشاتی در بدنه دستگاه میشود که به صورت موجهایی روی سطح چاپ (معروف به Ringing یا Ghosting) ظاهر میشود. این عیوب به جای سرعت خطی، توسط شتاب (Acceleration) و سرعت ناگهانی (Jerk) کنترل میشوند.
شتاب (Acceleration)
- تعریف تخصصی: نرخی که سرعت حرکت پرینتر شما میتواند از یک مقدار به مقدار دیگر تغییر کند (معمولاً برحسب mm/s^2).
- تأثیر: شتاب پایینتر منجر به شروع و پایان ملایمتر حرکت میشود، ارتعاشات را کاهش میدهد و کیفیت سطح را بهبود میبخشد، اما زمان چاپ را افزایش میدهد. شتاب بالاتر یعنی سرعت سریعتر به دست میآید، اما ریسک Ghosting بیشتر است.
سرعت ناگهانی (jerk) یا Junction Deviation
- تعریف تخصصی: حداکثر سرعتی که موتورها میتوانند فوراً (بدون شتاب صفر) تغییر جهت دهند. در فریمورهای جدیدتر مانند Klipper، این مفهوم با Junction Deviation جایگزین شده که از نظر فیزیکی دقیقتر است.
- تأثیر: Jerk/Junction Deviation بالا باعث میشود پرینتر در گوشهها بهسرعت تغییر جهت دهد و میتواند موجب شوکهای مکانیکی شدید و ایجاد برجستگیهای پلاستیکی شود.
متد بهینهسازی
- بررسی سختافزار: پرینترهای سبکتر و محکمتر (مانند CoreXY) میتوانند شتابهای بسیار بالاتری ( 5000mm/s^2 به بالا) را تحمل کنند، در حالی که پرینترهای کارتزین سنگین ممکن است نیاز به شتابهای کمتر از 1.500mm/s^2 داشته باشند.
- تست گوشه: یک مدل مکعبی با سوراخها و گوشههای تیز پرینت کنید. با کاهش تدریجی تنظیمات Acceleration (در بخش تنظیمات پرینتر در اسلایسر)، نقطهای را پیدا کنید که در آن Ghosting از بین میرود.
- بهینهسازی Jerk/Junction Deviation: برای Jerk، شروع از 5mm/s و تنظیم تدریجی معمول است. برای Junction Deviation، مقادیر کمتر (مثلاً 0.02) دقت بالاتری را تضمین میکند.
پارامتر کنترلی
هدف بهینهسازی
تنظیمات رایج (برای پرینترهای استاندارد)
Inner Wall Acceleration
کیفیت دیواره داخلی
بالاتر از دیواره خارجی مثلاً 2.500mm/s^2
Outer Wall Acceleration
کیفیت سطح خارجی (کلیدیترین)
پایینترین مقدار مثلاmm/s^2 1.500 تا 1000
Travel Acceleration
زمان کلی پرینت
بالاترین مقدار قابل تحمل پرینتر مثلا 5000mm/s^2
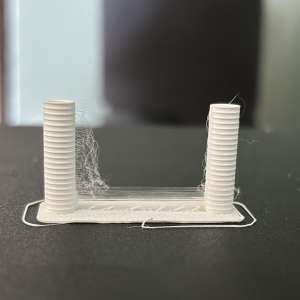
Retraction پیشرفته و پایان دادن به Stringing
Retraction (پسکشی) فرآیند عقب کشیدن فیلامنت توسط اکسترودر در زمان جابجایی نازل بین دو نقطه است تا از خروج ناخواسته مواد مذاب (Oozing) جلوگیری شود؛ عیب رایجی که منجر به Stringing (تار عنکبوتی شدن) میشود.
سه پارامتر کلیدی Retraction
پارامتر
عملکرد دقیق
اهمیت در پرینت
Retraction Distance (مسافت پسکشی)
میزان عقب کشیدن فیلامنت بر حسب mm .
Direct Drive: کوتاه (0.5 تا 2 mm)؛ Bowden: بلندتر (4 تا mm 7) به دلیل طول تیوب Bowden.
Retraction Speed (سرعت پسکشی)
سرعتی که فیلامنت عقب کشیده میشود mm/s .
سرعت بالا (35 تا 60 mm/s) برای جداسازی سریع پلاستیک از نازل و جلوگیری از چکه کردن.
Prime Speed / Retraction Extra Prime Amount
سرعت/میزان بازگرداندن فیلامنت پس از جابجایی.
مقدار Prime باید دقیقاً معادل Retraction باشد تا از کمبود مواد در شروع خط بعدی جلوگیری شود (Under-Extrusion at start of line).
استفاده از Retraction در مقابل Wipe & Combing
حذف کامل Stringing نیازمند یک رویکرد چندلایه است:
- Retraction: اعمال پسکشی برای کاهش فشار در نازل.
- Wipe (پاک کردن): تنظیم نازل برای انجام یک حرکت بسیار کوتاه (مثلاً 0,2mm) در انتهای مسیر پرینت قبل از پسکشی. این عمل، فشار باقیمانده در نوک نازل را با استفاده از دیواره جاری مدل تخلیه میکند و عیب Seam (نقطه شروع و پایان لایه) را میپوشاند.
- Combing Mode (حالت شانهزنی): تنظیم هوشمندانه مسیر جابجاییهای خالی (Travel) به طوری که نازل همیشه از فضای داخلی مدل یا در امتداد دیوارههای پرینتشده حرکت کند. در این حالت، اگر Oozing هم رخ دهد، روی سطح داخلی قطعه میافتد و دیده نمیشود.
نتیجهگیری
کالیبراسیون پیشرفته در نرمافزار اسلایسر، فراتر از آزمون و خطاست؛ این یک فرآیند مهندسی است. با تعریف دقیق محدودیتهای فیزیکی پرینتر خود (مانند Max Volumetric Flow Rate) و سپس تنظیم هوشمندانه متغیرهای دینامیکی (Acceleration و Retraction)، میتوانید نه تنها از عیوب چاپی رایج جلوگیری کنید، بلکه پتانسیل واقعی پرینتر سهبعدی خود را برای تولید قطعاتی سریع، مستحکم و با کیفیت سطحی بینقص، آشکار سازید. تسلط بر این جزئیات، شما را از یک کاربر عادی به یک اپراتور تخصصی پرینت سهبعدی ارتقا میدهد.
پدیده "Heat Creep" چیست و چگونه با تنظیمات اسلایسر میتوان آن را کاهش داد؟
1
چرا تنظیم "Flow Rate" باید از "Extrusion Multiplier" جداگانه کالیبره شود؟
1
مفهوم "Pressure Advance" در فریمورهای پیشرفته (مانند Klipper) چیست و جایگزین کدام تنظیم در اسلایسر میشود؟
1
پدیده "Elephant's Foot" (پای فیل) چیست و چگونه با تنظیمات اسلایسر اصلاح میشود؟
1