در دنیای پرینت سهبعدی FDM، کیفیت نهایی قطعه مستقیماً به دقت «اکستروژن» یا همان میزان خروجی فیلامنت وابسته است. دو مشکل رایج که هر اپراتوری با آن مواجه میشود، کماکستروژنی (Under-Extrusion) و بیشاکستروژنی (Over-Extrusion) هستند. درک تفاوت این دو و نحوه کالیبراسیون آنها، کلید رسیدن به پرینتهای حرفهای است.
۱. Under-Extrusion چیست؟
- زمانی رخ میدهد که پرینتر فیلامنت کمتری از مقدار مورد نیاز نرمافزار (Slicer) تغذیه میکند.
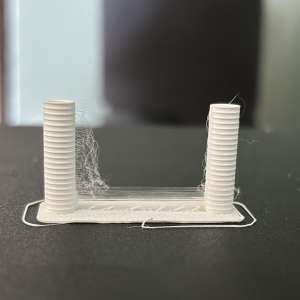
- علائم: لایههای دارای شکاف، نازک شدن دیوارهها، استحکام پایین قطعه و گاهی توقف کامل خروج فیلامنت.
۲. Over-Extrusion چیست؟
زمانی رخ میدهد که پرینتر فیلامنت بیش از حد مورد نیاز تزریق میکند.
- علائم: ایجاد زائده روی سطح، ابعاد نامناسب قطعه، گرفتگی نازل (Nozzle Clog) و در موارد شدید، برخورد نازل به قطعه
جدول مقایسه سریع علائم و دلایل
Over-Extrusion
Under-Extrusion
مشخصه
سطوح زبر و دارای قطرات (Blob)
لایههای متخلخل و شکافدار
ظاهر قطعه
ضریب اکستروژن (Flow Rate) بالا
گرفتگی نازل یا دمای پایین
دلیل رایج
قطعه بزرگتر از حد انتظار
قطعه کوچکتر از حد انتظار
روشهای رفع مشکلات اکستروژن (گامبهگام)
برای رفع این مشکلات باید سیستم تغذیه و تنظیمات نرمافزاری را بررسی کنید:
کالیبراسیون E-steps: مهمترین مرحله؛ باید مطمئن شوید وقتی دستور خروج ۱۰۰ میلیمتر فیلامنت را میدهید، دقیقاً همان مقدار وارد هاتاند شود.
بررسی دمای نازل: اگر دما خیلی پایین باشد، فیلامنت به راحتی ذوب نمیشود (Under-Extrusion). اگر دما خیلی بالا باشد، فیلامنت بیش از حد روان میشود (Over-Extrusion).
تنظیم Flow Rate در اسلایسر: این پارامتر را به صورت درصدی تغییر دهید تا به کیفیت مطلوب برسید.
سرویس نازل و اکسترودر: از عدم گرفتگی نازل و سفت بودن چرخدندههای اکسترودر مطمئن شوید.
چه زمانی باید نگران شویم؟
اگر با تغییرات جزئی در تنظیمات نرمافزاری مشکل حل نشد، احتمالاً مشکل سختافزاری است؛ مانند:
- خرابی یا ساییده شدن چرخدنده اکسترودر (Extruder Gear).
- گرفتگی لوله تفلون (Bowden Tube).
- ضعیف شدن فن خنککننده هاتاند که باعث ذوب شدن فیلامنت در مسیر (Heat Creep) میشود.
سوالات متداول (FAQ)
آیا دمای فیلامنت در اکستروژن نقش دارد؟
1
چگونه بفهمم کالیبراسیون E-steps من درست است؟
1
آیا گرفتگی نازل همیشه باعث Under-Extrusion میشود؟
1
تاثیر سرعت چاپ بر اکستروژن چیست؟
1