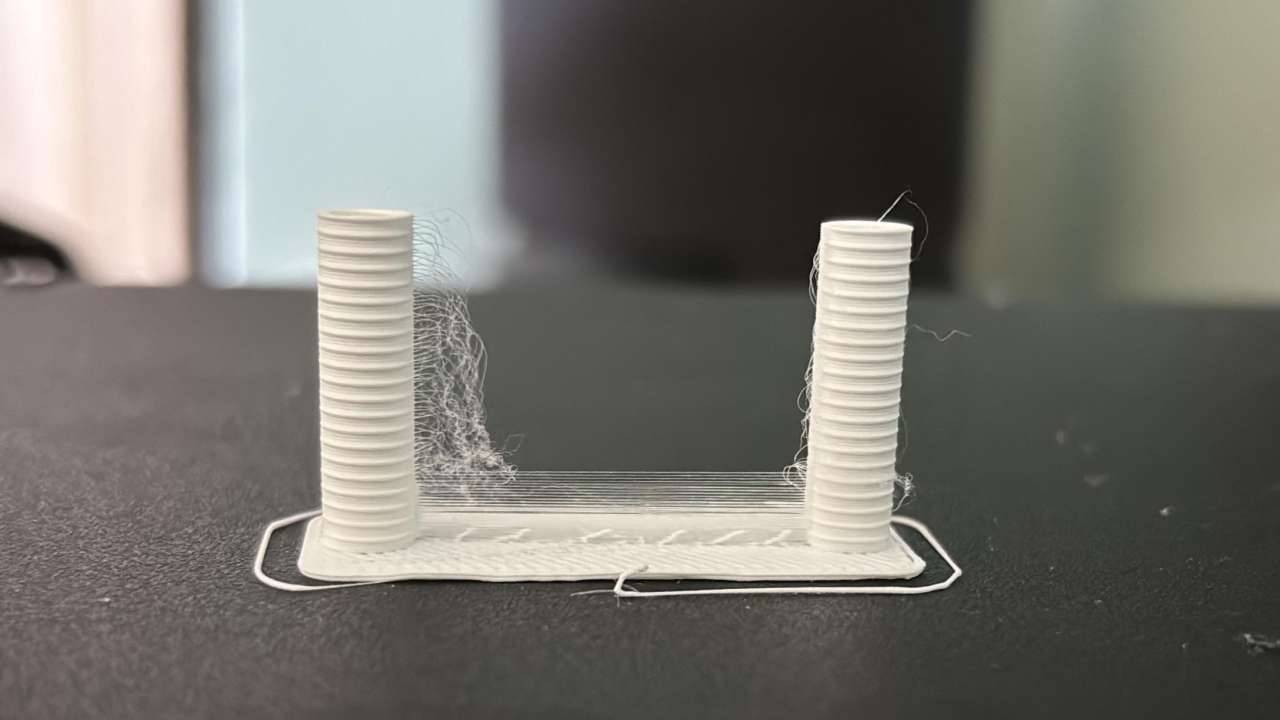
یکی از آزاردهندهترین اتفاقات در چاپ سهبعدی، زمانی است که پس از ساعتها انتظار، قطعه شما با رشتههای پلاستیکی نازک (Stringing) یا برآمدگیهای زشت (Blobs) پوشیده شده است. این مشکلات نه تنها ظاهر قطعه را خراب میکنند، بلکه نیاز به پرداخت و سنبادهکاری پس از چاپ را به شدت افزایش میدهند. در این مقاله به بررسی دقیق علل این مشکلات پرداخته و راهکارهای عملی را معرفی میکنیم.
مشکل Stringing (تار عنکبوتی شدن) چیست؟
مشکل Stringing (یا Oozing) زمانی رخ میدهد که نازل پرینتر بین دو نقطه از قطعه جابجا میشود (Travel) و مقداری پلاستیک ذوب شده از آن نشت کرده و رشتههای نازکی را ایجاد میکند.
علتهای اصلی و راهحلهای رفع Stringing
۱. تنظیمات Retraction (مهمترین عامل)
قابلیت Retraction در اسلایسرها (مانند Cura)، فیلامنت را قبل از حرکت نازل در فضای خالی، کمی به عقب میکشد. تنظیمات این بخش بسته به نوع اکسترودر متفاوت است. در جدول زیر مقادیر پیشنهادی را مشاهده میکنید:
سرعت عقبکشی (Retraction Speed)
فاصله عقبکشی (Retraction Distance)
نوع اکسترودر (Extruder)
25 تا 50 میلیمتر بر ثانیه
0.5 تا 2.0 میلیمتر
Direct Drive
25 تا 50 میلیمتر بر ثانیه
3.0 تا 7.0 میلیمتر
Bowden
اگر سرعت خیلی بالا باشد، ممکن است فیلامنت در چرخدندههای اکسترودر خرد شود.
۲. سایر عوامل موثر در Stringing (H4)
علاوه بر Retraction، پارامترهای زیر نیز نقش کلیدی دارند:
- دمای بیش از حد نازل: پلاستیک بیش از حد روان شده و چکه میکند.
- راهحل: دما را به صورت پلههای 5C کاهش دهید (استفاده از برج حرارتی یا Temperature Tower پیشنهاد میشود)
- سرعت حرکت در فضای خالی (Travel Speed): حرکت کند نازل، زمان بیشتری برای نشت مواد فراهم میکند.
- راهحل: سرعت را روی مقادیر 150 تا 200 (میلیمتر بر ثانیه) تنظیم کنید.
- رطوبت فیلامنت: تبدیل رطوبت به بخار در نازل باعث پرتاب پلاستیک میشود.
- راهحل: فیلامنتها (مخصوصا PETG و TPU) را حتماً در دستگاه خشککن قرار دهید.
مشکل Blobs و Zits (حباب و جوش) چیست؟
حبابها (Blobs) برآمدگیهای کوچکی روی سطح قطعه هستند که معمولا در نقاط شروع و پایان لایهها (هنگام حرکت محور Z) ایجاد میشوند.
علتها و روشهای رفع Blobs
برای درک بهتر راهکارها، خلاصهای از تنظیمات اسلایسر برای رفع حبابها را در جدول زیر آوردهایم:
راهکار پیشنهادی
تنظیمات مربوطه در اسلایسر
علت ایجاد حباب
قرار دادن روی حالت Hide یا Sharpest Corner
Z-Seam Alignment
توقف در محل تغییر لایه
فعالسازی این گزینه برای قطع تزریق قبل از پایان مسیر
Coasting
فشار باقیمانده در نازل
فعالسازی برای کشیده شدن نازل روی مسیر قبلی و پاک شدن آن
Wipe Nozzle
پلاستیک اضافه روی نازل
کاهش ضریب جریان به میزان 2% تا 5%
Flow Rate / Extrusion Multiplier
تزریق بیش از حد پلاستیک
جزئیات بیشتر برای کنترل حبابها
- مدیریت درز محور Z: اگر تنظیمات Z-Seam را روی Randomize قرار دهید، حبابها در یک خط جمع نمیشوند اما ممکن است در سراسر قطعه پخش شوند. پنهان کردن آنها در گوشهها (Sharpest Corner) معمولاً ظاهر بهتری میسازد.
- اکستروژن بیش از حد (Over-Extrusion): حتماً قبل از دستکاری Flow Rate، مطمئن شوید که استپرهای اکسترودر (E-Steps) پرینتر شما به درستی کالیبره شدهاند.
نتیجهگیری
رفع مشکل Stringing و Blobs در چاپ سهبعدی نیازمند یک روند سیستماتیک است. ابتدا تنظیمات Retraction را با توجه به جدولهای بالا اصلاح کنید، سپس دما و سرعت را کالیبره کنید. فراموش نکنید که تغییرات را یکی یکی اعمال کنید تا متوجه شوید دقیقاً کدام پارامتر مشکل اصلی را حل میکند.
سوالات متداول (FAQ)
چرا با وجود تنظیم Retraction هنوز مشکل Stringing دارم؟
1
آیا نوع فیلامنت در ایجاد تار عنکبوتی شدن تاثیر دارد؟
1
بهترین راه برای پاک کردن حبابها و رشتهها پس از چاپ چیست؟
1