طراحی مدل سهبعدی برای چاپ
اگر از رایجترین تکنولوژی چاپ سهبعدی، یعنی FDM (مدلسازی رسوبی تلفیقی) استفاده میکنید، باید مدل خود را به شکلی بهینه کنید که هزینه، زمان و شکست کار را به حداقل برساند.تمرکز اصلی ما: کاهش یا حذف ساختارهای پشتیبان (ساپورت).
ساپورت چیست و چرا باید از آن دوری کرد؟
ساپورت یک ساختار موقت، متخلخل و اسفنجی است که در حین پرینت، زیر قسمتهای آویزان یا معلق مدل ایجاد میشود تا فیلامنتها هنگام رسوب، سقوط نکنند. پس از اتمام چاپ، ساپورت باید کنده و دور ریخته شود.
چرا "ساپورت کمتر، کیفیت بیشتر"؟
اجتناب از ساپورت یا به حداقل رساندن آن، مزایای اقتصادی و کیفیتی چشمگیری دارد:
صرفهجویی در زمان و هزینه:
- کاهش مواد دورریز: ساپورت، ماده اولیه هدر رفته است. کاهش آن یعنی کاهش مصرف فیلامنت.
- افزایش سرعت چاپ: گاهی ساپورتها زمان پرینت را تا دو برابر افزایش میدهند.
- زمان پسپردازش (Post-Processing) کمتر: حذف ساپورت و سمبادهکشی سطح زمانبر است.
کاهش ریسک و خطا:
- ساپورتگذاری فرآیند چاپ را پیچیده میکند و احتمال شکست و خطای پرینت را افزایش میدهد. مدلهای سادهتر، موفقیت چاپ بالاتری دارند.
بهبود کیفیت سطح:
- پس از جداسازی ساپورت، سطح زیرین معمولاً زبر و ناهموار میشود. دوری از ساپورت، نیاز به سمبادهکاری و پولیش را حذف کرده و زیبایی بصری مدل را حفظ میکند.
قوانین طلایی طراحی بدون ساپورت (قانون YHT)
برای اینکه مدل شما نیاز به کمترین ساپورت را داشته باشد، باید به زوایای قسمتهای معلق توجه کنید.
حروف(مداهایی که شبیه این حروف هستند)
قوانین
توضیحات نکات کیدی
Y (شیبدار)
پرینت بدون ساپورت (اگر شیب مناسب باشد.)
قسمتهای شیبدار با زاویه کمتر از 45 درجه نسبت به سطح عمودی، بهدلیل تکیهگاه تدریجی لایهها، بدون ساپورت پرینت میشوند.
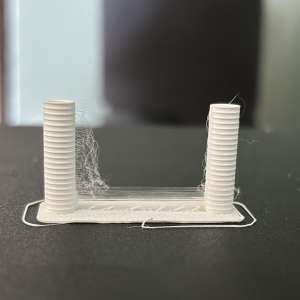
H (پلزنی)
نیاز به پلزنی
اگر دو پایه کناری توسط یک سقف به هم وصل شوند، دستگاه از تکنیک پلزنی استفاده میکند.
T (آویز کامل)
نیاز ضروری به ساپورت
هر قسمت که کاملا افقی و بدون هیچ تکیهگاه زیرین آویزان است، بدون ساپورت سقوط میکند و شکست قطعی است.
نکته کاربردی اولویتبندی سطح کیفیت
اگر ساپورت اجتنابناپذیر است، هنگام سفارش پرینت، حتماً با مرکز خدمات هماهنگ کنید: کدام سطح از مدل شما باید صاف و بدون نقص باشد؟ ساپورت باید به سطوحی متصل شود که یا دیده نمیشوند و یا کیفیت سطح در آنجا اهمیت کمتری دارد.

چگونه قطعات پرینت سه بعدی را حرفهای رنگ کنیم؟
در این مقاله یاد بگیرید چگونه قطعات پرینت سه بعدی خود را بهصورت حرفهای رنگ کنید! با نکات کاربردی برای افزایش کیفیت، زیبایی و دوام مدلها در پروژههای مهندسی، دکوراسیون و هنری.
نکتههای طراحی برای بهینهسازی مدل سهبعدی
علاوه بر زوایا، نحوه اتصال اجزا و ساختار کلی مدل سهبعدی، پرینتپذیری را تعیین میکند.
اتصال و ساختار داخلی:
حذف قطعات آویزان: قطعاتی که شیب بیشتر از 45∘ دارند را به گونهای به بقیه مدل متصل یا ادغام کنید که هر لایه، تکیهگاه مناسبی روی لایه پایینی داشته باشد (شبیه به مجسمهای که دستهایش به بدنه چسبیدهاند تا آویزان نباشند).
ضخامت دیواره: ضخامت دیوارهها یا پوسته مدل سهبعدی را حداقل 1 mm در نظر بگیرید. برای جلوگیری از خطا در جزئیات، ضخامت دیوارههای نازک را از 0.8 mm کمتر نکنید.
اندازه فونت: برای متنهای فرو رفته یا برجسته روی سطح، حداقل سایز فونت 16 (روی سطح صاف) و سایز 10 (روی دیوارههای کناری) را رعایت کنید.
ملاحظات نرمافزاری و فایل خروجی:
- انتخاب نرمافزار:
مهندسی و صنعتی: نرمافزارهایی مانند Catia و SolidWorks برای طراحی دقیق قطعات کاربردی پیشنهاد میشوند.
هنری و تزئینی: برای جواهرات، شخصیتها و نمونههای نمایشی، ZBrush و Rhinoceros ابزارهای خوبی برای مدیریت مش دارند.
- قوانین کلی فایل سهبعدی (برای همه نرمافزارها):
مدل باید از حجمهای بسته (Solid) تشکیل شده باشد (نباید فقط پوسته یا سطح بدون ضخامت باشد).
تا حد امکان از یک حجم یکپارچه استفاده کنید و از تداخل حجمها (Intersecting Volumes) پرهیز کنید.
اگر مدل چند جزء است که قرار است یکجا پرینت شود، حتماً باید به هم متصل باشند.
اگر اجزا جدا هستند، در محل اتصال باید همپوشانی کامل (Overlap) داشته باشند و هیچ فاصلهای بین آنها نباشد.
- بهترین فرمت خروجی: فرمت .STL رایجترین و بهترین گزینه برای نرمافزارهای اسلایسر است. هنگام خروجی گرفتن، تراکم مش (Mesh Quality) را نه خیلی کم (که مدل چند وجهی شود) و نه خیلی زیاد (که حجم فایل سنگین شود) انتخاب کنید.
تقسیم مدل به قطعات (Splitting)
مدلهای سهبعدی ممکن است به دلایل مختلف به چند قطعه تقسیم شوند:
- محدودیت ابعادی پرینتر: مدل بزرگتر از فضای چاپ دستگاه است.
- کاهش ریسک شکست: پرینت قطعات بزرگ بسیار زمانبر است؛ تقسیم آن به قطعات کوچکتر، ریسک شکست را کاهش میدهد.
- کاهش ساپورتگذاری: مدل را طوری قطعهبندی کنید که ساپورتها به حداقل برسند. سپس قطعات را پس از پرینت مونتاژ یا به هم بچسبانید.
- پرینت چند متریال/رنگ: برای استفاده از رنگها یا متریالهای مختلف، اجزای مدل باید جداگانه چاپ شوند (سپس مونتاژ شوند).
- افزایش پرینتپذیری: مدلهای پیچیده و مونتاژ شده (مانند اسکلت دایناسور یا بدنه صنعتی) باید به قطعات جداگانه تقسیم شوند تا ساخت آنها امکانپذیر شود.
طراحی متناسب با دقت پرینتر و متریال
دقت و ضخامت لایه پرینتر، محدودیتهایی را در طراحی جزئیات اعمال میکند.
- دقت ابعادی (Accuracy): دقت پرینترهای FDM معمولی بین 0.1 mm تا 0.5 mm است. برای پرهیز از خطا، ابعاد جزئیات را از حدود 0.3 mm کمتر نکنید.
توجه: دقت پرینترهای رزینی (SLA/DLP) بالاتر بوده و معمولاً بین 0.05 mm تا 0.3 mm است.
- اثر متریال:
متریالهای عمومی (PLA, PETG, ABS): رایجترین هستند و هر کدام مقاومت متفاوتی در برابر حرارت و ضربه دارند.
متریالهای صنعتی (PC, PA, ABS): این متریالها هنگام پرینت دچار انقباض (Shrinkage) میشوند و نیاز به تلرانس ابعادی (Dimensional Tolerance) متفاوت و بهینهسازی دقیق مدل دارند. هرچه قطعه پیچیدهتر باشد، محدودیتهای طراحی متناسب با متریال صنعتی بیشتر است.
نکته نهایی: بهترین راه برای اطمینان از میزان خطا در یک قطعه خاص، ساخت یک نمونه اولیه و اندازهگیری دقیق آن است. همیشه مدل سهبعدی خود را متناسب با متریال نهایی که انتخاب میکنید، بهینهسازی کنید.