G-Code که به عنوان زبان کنترل عددی کامپیوتری (CNC) نیز شناخته میشود، در واقع مجموعه کاملی از دستورالعملهای متنی و عددی است که به ماشینهای صنعتی یا دسکتاپی مانند پرینترهای سهبعدی، دستگاههای فرز CNC و برشهای لیزری میگوید دقیقاً چه کاری، در کجا و با چه سرعتی انجام دهند. این زبان به منزله پُلی بین طراحی سهبعدی دیجیتال و تولید فیزیکی عمل میکند و بدون این دستورات، یک پرینتر سهبعدی تنها یک سختافزار بیجان خواهد بود. درک این زبان، کلید اصلی برای تسلط کامل بر فرآیند ساخت افزایشی و کاهشی است.
G-Code، زبان برنامهنویسی پرینت سهبعدی و ماشینآلات CNC
G-Code زبان رمزآلود فرماندهی است که به سختافزارهای CNC و پرینترهای سهبعدی میگوید هر حرکت و عملیات را چگونه اجرا کنند. این راهنمای جامع، کلید نهایی برای رمزگشایی این زبان حیاتی در تولید دیجیتال است.
تاریخچه مختصر و ارتباط آن با CNC
ریشههای G-Code به دهه ۱۹۵۰ میلادی و روزهای اولیه توسعه ماشینابزارهای کنترل عددی (NC) باز میگردد و از آن زمان به یک استاندارد صنعتی به نام RS-274 تبدیل شده است. اگرچه هر سازنده ماشین یا توسعهدهنده سیستمعامل (مانند مارلین یا کلیپر) ممکن است لهجهها یا دستورات خاص خود را اضافه کند، اما ساختار اصلی G-Code در سراسر جهان برای کنترل حرکت محورها و عملکرد ابزارها حفظ شده است. بنابراین، چه در حال فرزکاری یک قطعه فلزی با دستگاه CNC باشید و چه در حال پرینت یک مدل پلاستیکی، اساس کار بر این زبان برنامهنویسی متکی است.
فرآیند تولید G-Code: از مدل تا اسلایسینگ
امروزه، نیازی نیست که کاربران به صورت دستی خطوط G-Code را بنویسند. این وظیفه حیاتی بر عهده نرمافزارهای اسلایسر (مانند Cura یا PrusaSlicer) است. هنگامی که شما یک فایل مدل سهبعدی (مانند STL) را به اسلایسر وارد میکنید، نرمافزار آن را به لایههای نازک افقی "برش" میدهد و سپس برای هر لایه، میلیونها خط دستور G-Code تولید میکند که شامل مختصات دقیق حرکت نازل، زمان روشن و خاموش شدن فنها، و دستور اکستروژن فیلامنت است. این فرآیند پیچیده در کسری از ثانیه انجام میشود و فایل خروجی آن، همان چیزی است که پرینتر سهبعدی شما به صورت خط به خط اجرا میکند.
آناتومی یک دستور G-Code: کدهای G و کدهای M
به بیان ساده و قابل فهم، زبان G-Code از دو دسته فرمان اصلی تشکیل شده است که هر کدام وظیفهای مشخص را بر عهده دارند: G-Codes (کدهای هندسی) که مسئول حرکت ماشین و موقعیتیابی هستند، و M-Codes (کدهای متفرقه) که عملکردهای غیرهندسی و جانبی دستگاه را کنترل میکنند. درک تفاوت این دو و نحوه ترکیب آنها در یک خط فرمان، اولین قدم برای هر کسی است که میخواهد فراتر از تنظیمات پیشفرض اسلایسر عمل کرده و کنترل کاملی بر پرینتر خود داشته باشد.

مقایسه بهترین نرم افزارهای اسلایسر و راهنمای انتخاب نهایی
این راهنمای تخصصی، مقایسه جامع بهترین نرم افزارهای اسلایسر پرینت سهبعدی را ارائه میدهد. جزئیات فنی Cura، PrusaSlicer و Simplify3D، پارامترهای چاپ و نکات کلیدی برای انتخاب نهایی را بیاموزید.
کدهای G (G-Codes): قلب حرکت و موقعیتیابی
کدهای G ستون فقرات هر فایل G-Code را تشکیل میدهند و به ماشین میگویند که چگونه و به کجا حرکت کند. هر دستور G با حرف "G" و به دنبال آن یک عدد دو یا سه رقمی مشخص میشود که نوع حرکت را تعریف میکند. رایجترین دستورات این دسته شامل G0 برای جابجایی سریع (بدون اکستروژن)، G1 برای حرکت خطی با اکستروژن (چاپ اصلی) و G28 برای بازگشت به نقطه صفر (Home) است. این کدها به طور معمول با پارامترهای مختصات (X, Y, Z) و پارامتر سرعت (F) همراه میشوند تا دستور دقیق حرکت را تعریف کنند.
کدهای M (M-Codes): کنترل عملیات جانبی
M-Codes یا کدهای متفرقه، وظایف جانبی و عملکردی دستگاه را بر عهده دارند که ارتباط مستقیمی با حرکت محورها ندارند. این دستورات به پرینتر میگویند که چه زمانی نازل را گرم کند، فن خنککننده را روشن کند، یا پیامی را روی صفحه نمایش چاپگر نمایش دهد. به دلیل ماهیت این کدها، M-Codes در سیستمعاملهای مختلف پرینترها (مانند Marlin، Klipper و RepRap) ممکن است کمی تفاوت داشته باشند، اما عملکرد اصلی آنها در مدیریت دما، فنها و توان ماشین ثابت است.
ساختار یک فایل G-Code و مراحل چاپ
هر فایل G-Code که توسط یک نرمافزار اسلایسر تولید میشود، صرفاً یک جریان بینظم از دستورات نیست، بلکه دارای یک ساختار منطقی و سهبخشی است. این ساختار استاندارد تضمین میکند که پرینتر سهبعدی به ترتیب صحیح، ابتدا برای چاپ آماده شود، سپس قطعه را بسازد و در نهایت پس از اتمام کار، به حالت استراحت بازگردد. درک این سه فاز، به کاربران این امکان را میدهد که کدهای شروع و پایان خود را برای بهینهسازی عملکرد ماشین سفارشیسازی کنند.
کدهای شروع (Start G-Code): آمادهسازی برای نبرد
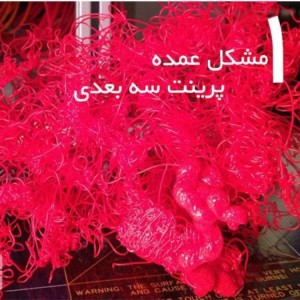
بخش کدهای شروع شامل دستوراتی است که باید قبل از شروع اکستروژن لایه اول اجرا شوند. این کدها نقش حیاتی در اطمینان از صحت و کالیبراسیون دستگاه دارند. مهمترین وظایف این بخش شامل بازگشت محورها به نقطه صفر (G28)، گرم کردن نازل و بستر تا دمای مورد نیاز، و در بسیاری از پرینترها، اجرای یک خط پرج یا تمیزکننده در لبه بستر چاپ است تا جریان فیلامنت به خوبی آغاز شود. عدم تنظیم صحیح کدهای شروع میتواند منجر به خطاهایی مانند چسبندگی ضعیف لایه اول شود.
کدهای میانی (Middle G-Code): دستورات لایه به لایه
این بخش اصلیترین و طولانیترین قسمت فایل G-Code را تشکیل میدهد و شامل تمام دستورات G1 برای ساخت لایه به لایه قطعه است. در این بخش، دستورات برای هر لایه (مانند حرکت به موقعیت X و Y، تنظیم سرعت فن و اکستروژن فیلامنت) تکرار میشوند. هر خط از این کدها معادل یک حرکت میکرونی نازل است که در نهایت به تشکیل هندسه پیچیده قطعه منجر میشود. کاربران حرفهای میتوانند با مشاهده این بخش، مسیر حرکت نازل (Toolpath) را درک کرده و نقاط ضعف آن را پیش از چاپ شناسایی کنند.
کدهای پایان (End G-Code): بازگشت به استراحت
پس از اتمام آخرین لایه از چاپ، کدهای پایان به سرعت اجرا میشوند تا دستگاه را برای خارجسازی قطعه آماده کنند. دستورات رایج این بخش شامل بالا بردن نازل در محور Z (برای جدا شدن آسان قطعه)، خاموش کردن تمام المنتهای گرمایشی (M104 S0, M140 S0)، خاموش کردن فنها و در نهایت غیرفعال کردن استپر موتورها (M84) است. این اقدامات ایمنی ضروری هستند تا از آسیب به نازل یا بستر چاپ هنگام برداشتن قطعه جلوگیری شود.
خواندن و ویرایش دستی G-Code برای عیبیابی پیشرفته
توانایی خواندن و درک ساختار خام G-Code، مرز بین یک کاربر مبتدی و یک متخصص پرینت سهبعدی است. با وجود اینکه نرمافزارهای اسلایسر کار اصلی را انجام میدهند، اما ویرایش دستی G-Code در یک ویرایشگر متن ساده میتواند ابزاری قدرتمند برای عیبیابی مشکلات خاص چاپ باشد. این امر به ویژه زمانی اهمیت پیدا میکند که نیاز به اعمال تغییرات کوچک (مانند تصحیح دما در یک لایه خاص یا تغییر سرعت در یک منطقه حساس) بدون نیاز به اسلایسینگ مجدد کل مدل باشد.
تفاوتهای G-Code در پرینت سهبعدی و ماشینکاری CNC
اگرچه هر دو حوزه از هسته اصلی زبان G-Code استفاده میکنند، اما تفاوتهای کاربردی مهمی بین G-Code در پرینت سهبعدی (تولید افزایشی) و CNC (تولید کاهشی) وجود دارد. در CNC، کدهای G بیشتر بر روی عمق برش و کنترل اسپیندل (M3, M4) تمرکز دارند، در حالی که در پرینت سهبعدی، پارامتر اکستروژن (E) یک مولفه حیاتی و محوری محسوب میشود. همچنین، بسیاری از دستورات مربوط به سیستمهای خنککننده (M-Codes) در CNC برای روانکاری و در پرینتر سهبعدی برای خنک کردن پلاستیک ذوبشده به کار میروند.
نتیجهگیری: تسلط بر G-Code، تسلط بر ساخت
G-Code نه تنها یک فایل متنی است، بلکه زبان جهانی و پیچیدهای است که خلاقیت دیجیتال ما را به واقعیت فیزیکی تبدیل میکند. درک اصول بنیادین این زبان و نحوه عملکرد کدهای G و M، به شما این قدرت را میدهد که کنترل کاملی بر روی سختافزار خود داشته باشید و بتوانید بدون وابستگی به تنظیمات پیشفرض نرمافزارهای اسلایسر، خطاها را برطرف کرده، کیفیت چاپ را به حداکثر برسانید، و قطعاتی با دقت و استحکام بالاتر تولید کنید.